
1. CONTEXTO DEL SERVICIO
La empresa GRUPO RIDYS DE MÉXICO, S.A. DE C.V. presta servicios de inspección dimensional y visual para clientes industriales, principalmente del sector automotriz y manufacturero. Sus servicios son utilizados como evidencia objetiva de conformidad, tanto para liberación de producto como para cumplimiento de requisitos contractuales y normativos. Ante requerimientos de clientes y auditorías internas, se determinó la necesidad de demostrar que el proceso de inspección es estable, repetible y estadísticamente controlado, minimizando la dependencia del criterio subjetivo del inspector y reduciendo el riesgo de decisiones incorrectas de aceptación o rechazo.
2. DESCRIPCIÓN DEL PROCESO DE INSPECCIÓN
En el contexto de servicios, el SPC no se utiliza para controlar el proceso productivo del cliente, sino para controlar la consistencia del proceso de inspección, asegurando que:
- Las mediciones sean estables en el tiempo
- No existan sesgos entre inspectores o turnos
- Las decisiones de liberación sean objetivas y defendibles
3. ENFOQUE SPC APLICADO AL SERVICIO DE INSPECCIÓN
Se definieron subgrupos racionales de 5 mediciones consecutivas realizadas por el mismo inspector, bajo las mismas condiciones de medición. Se recolectaron 25 subgrupos durante la prestación del servicio.
Carta X (medias de inspección)
Resultados observados:
- Todas las medias se encuentran dentro de los límites de control
- No se detectan puntos fuera de control
- No se identifican tendencias, corridas o patrones no aleatorios
Interpretación aplicada a inspección:
El proceso de medición e inspección de GRUPO RIDYS DE MÉXICO, S.A. DE C.V. es estable, lo que indica que los inspectores aplican el método de medición de forma consistente y sin sesgos sistemáticos.
4. CONSTRUCCIÓN DE LAS GRÁFICAS X–R
Se definieron subgrupos racionales de 5 mediciones consecutivas realizadas por el mismo inspector, bajo las mismas condiciones de medición. Se recolectaron 25 subgrupos durante la prestación del servicio.
Carta X (medias de inspección)
Resultados observados:
- Todas las medias se encuentran dentro de los límites de control
- No se detectan puntos fuera de control
- No se identifican tendencias, corridas o patrones no aleatorios
Interpretación aplicada a inspección:
El proceso de medición e inspección de GRUPO RIDYS DE MÉXICO, S.A. DE C.V. es estable, lo que indica que los inspectores aplican el método de medición de forma consistente y sin sesgos sistemáticos.
Carta R (variación de la inspección)
Resultados observados:
- Los rangos se mantienen dentro de los límites de control
- La dispersión es uniforme a lo largo del tiempo
Interpretación aplicada a inspección:
La variabilidad del proceso de inspección es controlada, confirmando que el sistema de medición y la técnica del inspector no introducen variación adicional significativa.
5. CONCLUSIÓN DEL CONTROL ESTADÍSTICO DEL SERVICIO
Con base en las cartas X–R:
El proceso de inspección operado por GRUPO RIDYS DE MÉXICO, S.A. DE C.V. se encuentra bajo control estadístico, cumpliendo los requisitos para la toma de decisiones confiables de aceptación y rechazo. No se identifican causas especiales atribuibles a operador, instrumento o método.
6. ESTUDIO DE CAPACIDAD DEL PROCESO DE INSPECCIÓN
Una vez confirmado el control estadístico, se evaluó la capacidad del proceso de inspección, considerando la dispersión de las mediciones respecto a las especificaciones del cliente.
Índices obtenidos:
- Cp = 1.83
- Cpk = 1.82
7. INTERPRETACIÓN DEL ESTUDIO DE CAPACIDAD (EN SERVICIOS)
- El proceso de inspección cuenta con capacidad suficiente para detectar desviaciones reales del producto inspeccionado.
- La cercanía entre Cp y Cpk indica que el proceso de inspección está correctamente centrado, sin sesgos hacia los límites.
El riesgo de falsos aceptados o falsos rechazados es bajo.
8. VALOR AGREGADO DEL SPC EN SERVICIOS DE INSPECCIÓN
La implementación del SPC permite a GRUPO RIDYS DE MÉXICO, S.A. DE C.V.:
- Respaldar técnicamente sus reportes de inspección
- Reducir riesgos contractuales y legales
- Demostrar competencia técnica ante clientes y auditorías
- Estandarizar el desempeño de inspectores
- Elevar la confiabilidad del servicio prestado
9. CONCLUSIÓN FINAL
La aplicación del SPC en los servicios de inspección realizados por GRUPO RIDYS DE MEXICO SA DE CV confirma que los procesos de inspección aplicables a proyectos dimensionales son estables, repetibles y confiables, transformando la inspección de una actividad operativa en un proceso técnicamente controlado, alineado a principios de calidad, mejora continua y cumplimiento normativo.
GRÁFICAS DEL ESTUDIO SPC

Servicio de Inspección – GRUPO RIDYS DE MÉXICO, S.A. DE C.V.
1. Carta X (Medias de Inspección)
Estructura de la gráfica:
- Eje X: Subgrupos de inspección (1 a 25)
- Eje Y: Media de las 5 mediciones por subgrupo (mm)
- Línea central (CL): Promedio global de las medias
- Límite superior de control (UCL): CL + A2·R
- Límite inferior de control (LCL): CL − A2·R
Interpretación esperada:
- Todas las medias dentro de UCL y LCL
- Distribución aleatoria alrededor de la línea central
- Ausencia de tendencias, corridas o patrones sistemáticos
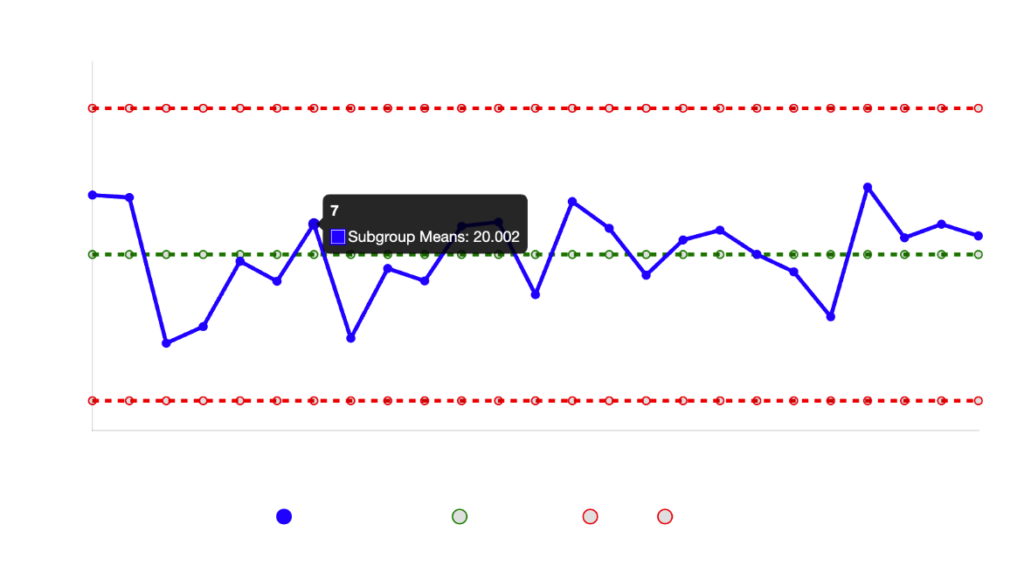
Conclusión técnica: El proceso de medición e inspección es estable, sin sesgo del inspector ni desplazamiento del método de inspección.
2. Carta R (Rangos de Inspección)
Estructura de la gráfica:
- Eje X: Subgrupos
- Eje Y: Rango (máximo – mínimo) de cada subgrupo
- Línea central (CL): R
- Límite superior de control (UCL): D4·R
- Límite inferior de control (LCL): D3·R (≈ 0)
Interpretación esperada:
- Rangos consistentes dentro de los límites
- Sin picos aislados de variación
- Dispersión homogénea entre subgrupos
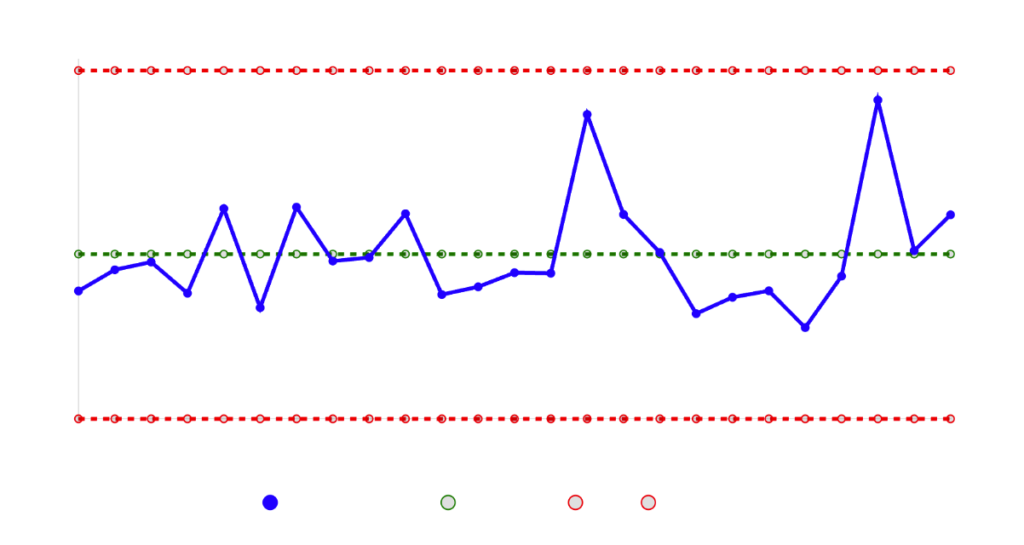
Conclusión técnica: La variabilidad introducida por el sistema de inspección es constante y controlada. Las gráficas X–R demuestran que los Servicio de Inspección prestados por GRUPO RIDYS DE MÉXICO, S.A. DE C.V. opera bajo control estadístico, garantizando decisiones de aceptación o rechazo objetivas, repetibles. y defendibles.
3. Gráfica de Capacidad del Proceso (Histograma)
Para ilustrar el estudio de capacidad, se incluye un histograma de las mediciones con la curva normal superpuesta y los límites de especificación (LSL y USL). Esto muestra que el proceso está centrado y capaz, con la mayoría de los datos dentro de las especificaciones.
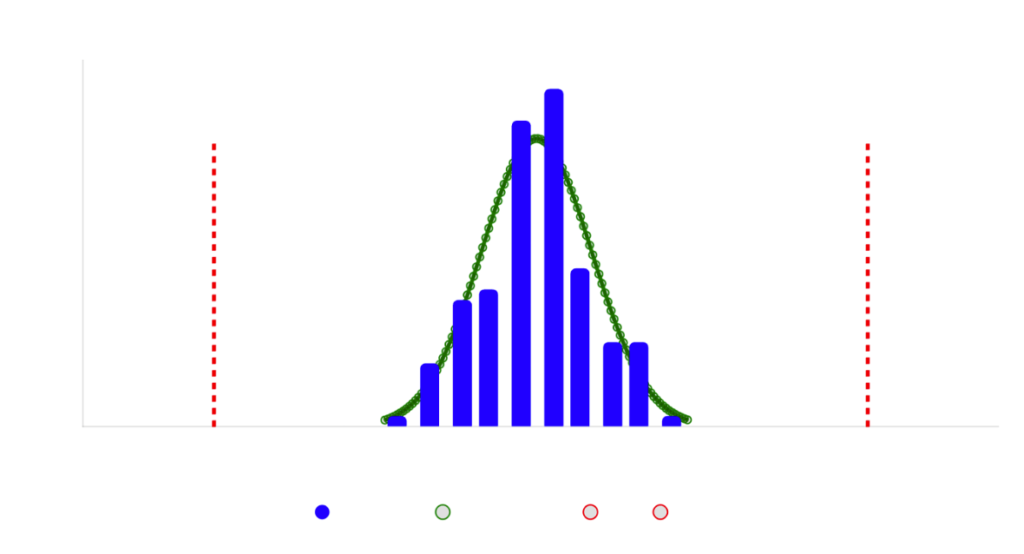
Conclusión General: Estas gráficas confirman las conclusiones del caso: el proceso de inspección es estable y capaz, sin causas especiales de variación.
La Carta X demuestra que las medias de las mediciones están dentro de los límites de control, sin puntos fuera ni tendencias, indicando estabilidad en el proceso de inspección.
La Carta R confirma que los rangos se mantienen controlados y uniformes, lo que refleja una variabilidad baja y consistente en las técnicas de medición.
El Histograma de capacidad muestra que la mayoría de los datos caen dentro de las especificaciones (LSL=19.95 mm, USL=20.05 mm), con una distribución normal centrada.
Los índices Cp=1.83 y Cpk=1.82 indican una capacidad alta del proceso, con bajo riesgo de falsos aceptados o rechazados.